
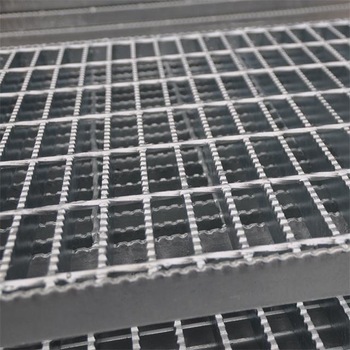
ની પ્રક્રિયા ડિઝાઇનસ્ટીલની જાળીમૂળ પ્લેટના કદ અનુસાર શીટની ભૌમિતિક માહિતી ગોઠવવાની છે.સ્ટીલ ગ્રેટિંગ બેરિંગ બાર અને ક્રોસ બાર સાથે બનાવવામાં આવે છે.અંતિમ ધ્યેય એ છે કે કટીંગ યોજનામાં સામગ્રીના ઉપયોગ દર અને ઉચ્ચ ઉત્પાદન કાર્યક્ષમતાને ધ્યાનમાં લેવામાં આવે. સ્ટીલ ગ્રેટિંગ પ્રક્રિયા મેચિંગના સિદ્ધાંતોમાં મુખ્યત્વે નીચેના પાસાઓનો સમાવેશ થાય છે:
1. બધાઆસ્ટીલની જાળીપૂર્ણ પ્લેટ કદ અથવા તેનાથી વધુ પૂર્ણ પ્લેટ કદ સાથે પ્રાધાન્ય મુજબ મેળ ખાય છેઆલંબાઈ. મેચિંગ કદ શક્ય તેટલું નાનું અને એકસમાન છે, અને લંબાઈ શ્રેણી 5-7 મીટરની અંદર નિયંત્રિત છે.
2. નાની સંખ્યામાં સાંકડા બોર્ડને મોટાથી નાના અથવા નાનાથી મોટા પહોળાઈના ક્રમમાં ગોઠવી શકાય છે, અને પછી તેમને લંબાઈ અનુસાર સમાંતર રીતે જોડી શકાય છે.
3. જ્યારે પહોળાઈ ઓવરફ્લો થઈ જાય, ત્યારે એજ રેપિંગ વેલ્ડીંગ પ્રક્રિયા હાથ ધરવા માટે કાચા માલના ક્રોસ બારનો ઉપયોગ કરો, અને પ્લેટને અલગથી વેલ્ડ કરશો નહીં.
4. ડબલ-બાર વેલ્ડીંગ મશીન દર વખતે 2 ક્રોસ બાર દબાવીને વેલ્ડ કરે છે, અને એકી સંખ્યા હાજર હોઈ શકતી નથી.
૫. બોર્ડ અને બોર્ડ વચ્ચેનું મેચિંગ સોઇંગ રોડનું કદ જાળવી રાખવું જોઈએ. જો તે પૂરતું ન હોય,આક્રોસ બાર ખાલી કરવાની જરૂર છે.
૬. રેખાંકનોના સમૂહને કડક રીતે વર્ગીકૃત કરવાની જરૂર છે. જો બહુવિધ રેખાંકનો ૨૦૦ ચોરસ મીટરથી વધુ હોય, તો આ રેખાંકનોને એકસાથે મેચ કરવાની જરૂર છે. જ્યારે કદ ૨૦૦ ચોરસ મીટરથી ઓછું હોય, ત્યારે તેને નાના કદના રેખાંકનો સાથે મેચ કરવાનું ગણી શકાય.
7. ખાસ આકારની સ્ટીલ ગ્રેટિંગ માટે, સામગ્રીની બચત પ્રાપ્ત કરવા માટે ડિસએસેમ્બલી અને બટ જોઈન્ટનો વિચાર કરવો જરૂરી છે.
8. 60 મીમીના ફ્લેટ સ્ટીલ અંતરવાળી પ્લેટો માટે, કાચા માલના ઉત્પાદન માટે 30 મીમીના અંતરવાળી કોમ્બ ક્લિપ્સનો ઉપયોગ કરી શકાય છે.
પોસ્ટ સમય: જુલાઈ-21-2022