
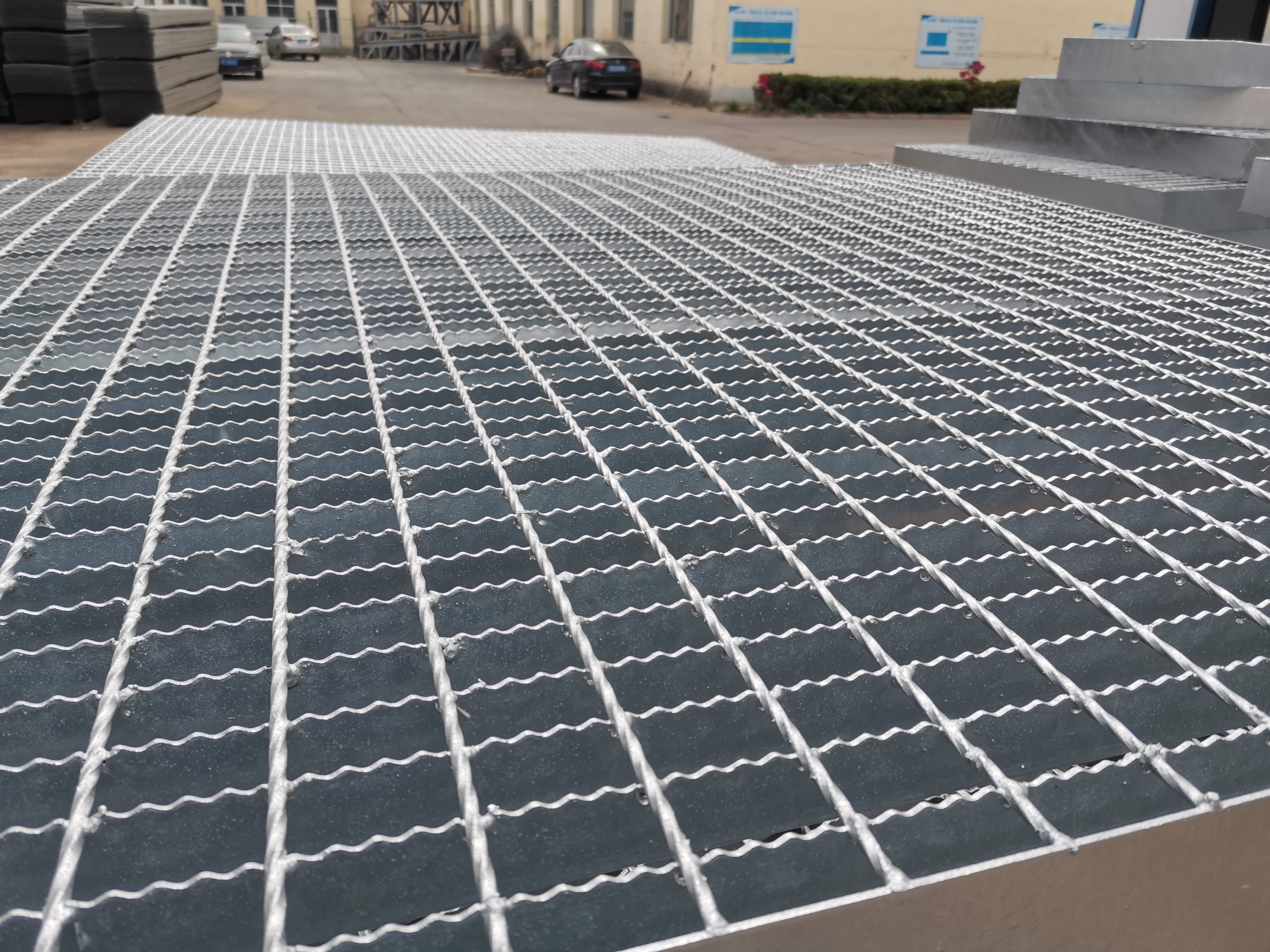
સ્ટીલ ગ્રેટિંગ લેટીસ પ્લેટનું હોટ ડીપ ગેલ્વેનાઇઝેશન એ સ્ટીલ ગ્રેટિંગ લેટીસ પ્લેટના ઘટકોને સપાટી શુદ્ધિકરણ પછી 460-469 ડિગ્રી ઓગાળેલા ઝીંક પ્રવાહીમાં ડૂબાડવાનો છે,
જેથી સ્ટીલ લેટીસ પ્લેટના ઘટકો ઝીંક સ્તરથી કોટેડ હોય, જેની જાડાઈ 5mm પાતળી પ્લેટ માટે 65μm કરતા ઓછી ન હોય અને જાડી પ્લેટ માટે 86μm કરતા ઓછી ન હોય.
સ્ટીલ લેટીસ પ્લેટની આ સુરક્ષા પદ્ધતિમાં સારી કાટ પ્રતિકાર અને લાંબી સેવા જીવન છે. અને તેમાં કોઈ જાળવણી અને અન્ય ફાયદા નથી.
તો હોટ ડીપ ગેલ્વેનાઈઝ્ડ સ્ટીલ પ્લેટ પ્લાનર્સ અને ઉત્પાદકોએ કયા મુખ્ય મુદ્દાઓ પર ધ્યાન આપવું જોઈએ?
સામાન્ય રીતે, નીચેના મુદ્દાઓ હોય છે.
હોટ-ડીપ ગેલ્વેનાઈઝ્ડ સ્ટીલ ગ્રેટિંગજાળીના આયોજકો અને ઉત્પાદકોએ નીચેની ચાવી પર ધ્યાન આપવું જોઈએ:
૧: મટીરીયલ ટ્રીટમેન્ટના દેખાવ પર, હોટ ડીપ ઝીંકની પ્રથમ પ્રક્રિયા અથાણાંના કાટને દૂર કરવાની છે, અને પછી સફાઈ. આ બે પ્રક્રિયાઓ પૂર્ણ ન થાય તો કાટ ફીણ છુપાયેલી મુશ્કેલી ઊભી કરશે.
2: વેલ્ડિંગ થનારી સ્ટીલ પ્લેટમાં ગેલ્વેનાઈઝ્ડ એસિડની સફાઈ પ્રક્રિયા પર ધ્યાન આપવું જોઈએ, જે વેલ્ડેડ ન હોય તે ભાગથી આંતરિક નિમજ્જન સુધી હોય,
પણ વેલ્ડીંગ દરમિયાન થયેલા છાંટાને પણ સાફ કરવાની જરૂર છે. વેલ્ડીંગ સ્લેગને સાફ કરવામાં મુશ્કેલી ન પડે તે માટે, એજન્ટને ટાળવા માટે સ્પ્લેશથી કોટેડ, અને પછી વેલ્ડીંગમાં.
૩: સ્ટીલ પ્લેટનો આકાર જટિલ છે, વિકૃતિ અને નુકસાન પહોંચાડવામાં સરળ છે, અનુક્રમે ગેલ્વેનાઈઝ્ડ હોવો જોઈએ.
૪: સ્ટીલ પ્લેટ અશુદ્ધિઓની સપાટી સાથે જોડાયેલ હોવાથી, ગેલ્વેનાઇઝિંગ પહેલાં તેની સારવાર કરવી જરૂરી છે. સાથીદારો દ્વારા આયોજિત સ્ટીલ જાળી પ્લેટનો આકાર જાડાઈમાં સમાન હોવો જરૂરી છે.
5: સ્ટીલ પ્લેટ પ્લાનર્સે ગેલ્વેનાઇઝિંગ પહેલાં અને પછી યાંત્રિક શક્તિમાં ફેરફાર અને ગેલ્વેનાઇઝિંગ પછી સ્ટીલ પ્લેટની પુનઃપ્રક્રિયા ધ્યાનમાં લેવાની જરૂર છે.
પોસ્ટ સમય: ઓગસ્ટ-૦૪-૨૦૨૨